
- 河北清达环保科技有限公司
热电厂脱硫脱硝系统

热电厂脱硫脱硝系统改造内容是一个很严谨的工程,一个合格的工程可以造福人民,一个劣质的工程后患无穷。河北清达环保在脱硫脱硝改造,维修,安装,有着丰富的经验,下面对热电厂脱硫脱硝焊接及质量检测为您介绍一下:
2)焊接材料:根据图纸、工艺评定进行确定。焊材要有专人保管,使用前按规定进行烘干和使用。
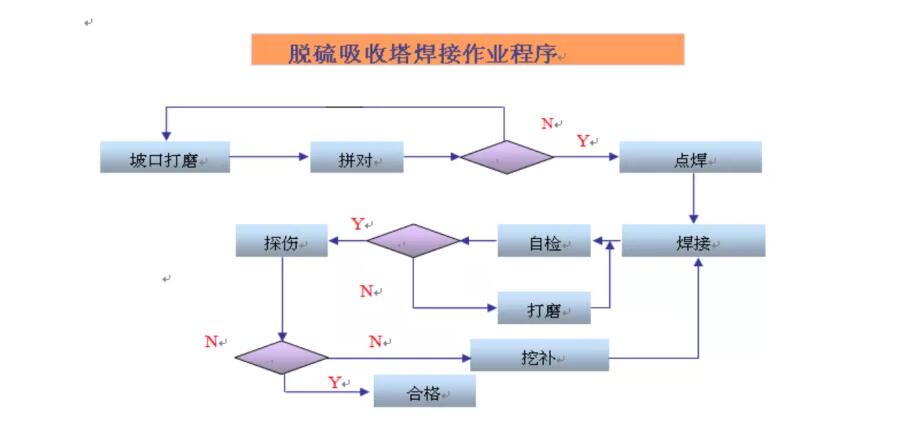
热电厂脱硫脱硝焊接作业流程图:
3)焊接环境要求
a.当焊接处于下列- -种环境,应采用有效的防护措施,才能施焊。
大雨天、台风天气: .
风力大于五级以上:
b.在不利天气情况下应采取的措施后在进行焊接或停止焊接。
4)塔壁板焊接
a.塔壁的焊接,应先焊纵向焊缝,后焊环向焊缝,当焊完相邻两圈壁板的纵向焊缝后,再焊其间的环向焊缝;焊工应均匀分布,并沿同一-方向施焊。每层桶体焊接前应报监理验收后方可施焊。
b.纵焊缝立焊应自下向上焊接。
c.塔壁板应准确位,并在焊接过程中保持在原位置上,焊完的纵向接头错边量,不应过2mm。
d.焊完的环向接头中,上层壁板 与下层壁板的错边量应不大于2mm。
e.对接接头的背面,在进行一-道焊接以前, 应对正面打底的焊道用碳弧气刨清根,使其表面能和填加的熔焊金属熔合良好。
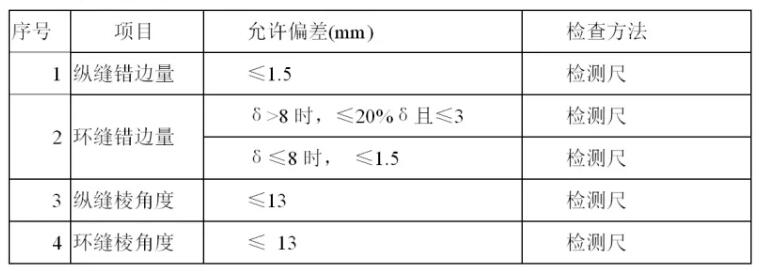
5)质量检验及控制
a.主要焊接几何尺寸偏差参见下表: .
b.焊缝应进行外观检查,检查前应将熔渣、飞溅清理干净。
c.焊缝的表面质量,应符合下列规定:
焊缝的表面及热影响区,不得有裂纹、气孔、夹渣和弧坑等缺陷。
对接焊缝咬边深度应不小于0.4mm,环焊缝的咬边深度应小于0.6mm;连续长度不得大于95mm。
底圈壁板纵缝如有咬边,均应补焊后打磨圆滑。
塔璧纵向对接焊缝不得有低于母材表面的凹陷,塔壁环向对接焊缝和塔底对接焊缝低于母材表面的凹陷深度,不得大于0.5mm,凹陷连续长度不得大于10mm,凹陷总长度不得大于该焊缝总长度的10%。
塔内侧焊缝余高应打磨光滑。
6)焊缝无损探伤及严密性试验:
(1)焊缝的无损探伤
a.壁板内衬面的焊缝做95%PT/MT检查,符合GB3323-87的I级焊缝要求。
b.壁板的T字型焊缝要做25%RT抽查,应符合GB/3323-87的III级焊缝要求。
c.被环形加强筋、柱形加强筋覆盖的焊缝及其他隐蔽部分的焊缝作95%RT检查,结果应符合GB/3323-87的I级焊缝要求。
(2)焊缝返修
当按照上述检查方法检查不合格的焊缝应进行返修,返修应遵循以下3点原则:
a.返修有缺陷的焊缝应从一.面或两面将缺陷铲掉或熔掉并重焊,对于返修的缺陷要求清 除。
b.返修过的焊缝应按原定检查程序重新检查应合格。.
c.同一部位焊缝返修次数不允许过2次。如不合格应加大检查比例。
以上是热电厂脱硫脱硝系统改造的焊接要求,认认真真做环保除尘工程,欢迎新来客户咨询。
河北清达环保 2014(C)版权所有
技术支持:中科四方